- 热点新闻:
- 技术文章
-
如何选择合适的打标机?
菲克苏技术员们汇总了一些有关打标机的常见技术问题供参考。
如何调节刻印深度?硬度、气压、电机功率电机驱动器和产品深度的关系解释。如何在不同金属表面刻印出完美的打印效果?
在操作打标机的过程中,我们常常会需要调节打印的深度。以达到我们刻印产品的最佳效果,那么如何才能刻印出满意的效果呢,我们来做个简单的说明:
首先,我们要认识什么是硬度,(可以参考上一篇文章关于硬度的介绍)一个产品越是硬度高,要刻印更深的效果就需要更大的力量。举个例子来说明,铝和黄铜的硬度质地偏软,我们在刻印的时候可以选择较低的气压来刻印,0.2-0.4兆帕的气压都适合这类金属材料。但是不锈钢产品的硬度就比较高,需要0.4-0.7公斤的压力。说完了硬度和气压,我们再来谈谈打标机针头和刻印工件产品之间的距离最佳值。
所谓刻印最佳距离就是需要做一个前期测试,我们可以先找来一个材质一样的物件,首先让它和打标机针头保持3厘米以上的距离,把气压调节到适当的位置,然后开始刻印,在此过程中观察针头是否接触到工件本身,如果没有接触到,就逐渐在针头震动打印的时候摇动手柄向下降低针头高度,让针头越来越接近刻印的工件本身。当看到刻印出文字以后减慢调整高度的速度,缓慢的精确调整到最佳的深度。(务必不要一开始让针头和打印的工件产品距离太近,如果发现针头无法震动或者在工件上面滑动不震动刻印那么你需要升高打标机针头让距离保持更远,每一种材料都有一个最佳的距离和气压,尽可能每种材料开始刻印以前先做产品试验刻印,找到这个标准以后可以记录下来告诉别人)
接下来我们要讲的是电机功率和刻印深度的关系,当我们提高气压来把产品刻印的更深的时候,我们就需要力量更大更稳的电机和更精确的电机驱动器来带动,如果电机的功率不够驱动器又不够精准,那么打印出来的文字就几乎是扭曲变形的。(其中的原理好比耕地的牛和农夫,如果牛没有力气,则耕地耕的不深,如果农夫没有技巧则耕地出来的沟槽会变成曲线。)因此当需要更深的刻印深度或者更精确的效果我们建议选择不同的机型。
最后我们来说说一些例子,提供给大家做个参考。
常用的材料气压和高度:石墨(0.9-2.8兆帕气压 打印高度2--20mm)铝合金黄铜等(0.25-0.4兆帕气压 打印高度 3-25mm)不锈钢制品(0.3-0.6兆帕气压 打印高度 5-28mm)气动打标机的原理其实其实就像拳击,距离太远打击不到,距离太近无法出力,只有合适的高度和气压的配合才能达到最佳的效果,建议大家在刻印以前先调节这两个参数,就会找到你理想的刻印效果。打印机还可以更换不同的针头,可以打印不同粗细的文字效果,我公司配置有2mm 3mm 4mm三种规格针头。此外针对高硬度产品(硬度超过HRC55度以上)的打印,配置有3mm 4mm 超高硬度特制针头提供选购。
 什么是USB接口、并口、串口、单片机?
什么是USB接口、并口、串口、单片机? 打标机有多种连接线和计算机或者其他设备进行通讯,下面我们用图片来解释各种接口的类型。
USB接口:

USB接口就是电脑中最常见的一种接口,他是方形有四根针芯的接口,我们常见的优盘几乎都是这种接口。
并口接口:
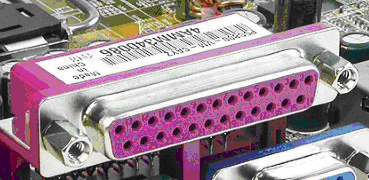
图中的红色长方形接口就是电脑中的并口接口是常见的打印机排线接口,它的特点就是细长有25个针孔。
串口接口: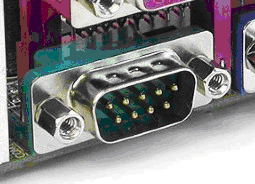
图中的九针接口就是串口,他得特点是比较短小的长方形其中有9个针头,常用于数据通讯信号连接使用。
单片机: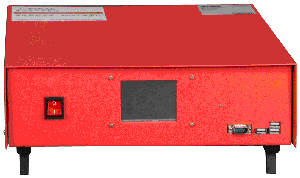
所谓单片机就是不需要电脑连接,自带操作程序和显示器的设备,它不需要连接电脑可以直接控制打标机的运作,而且有移动方便,可靠性高的优点。如图中就是我公司自行研发的单片机。如何快速选择气动打标机的常规机型?
型号
特点
价格
打标范围(mm)
与电脑连接方式
支持系统
重复打印精度(mm),数字越小精度越高
适用场合
导轨
步进电机驱动器
净重
K-05
电脑驱动台式机
4700
170*100
25针并口
win98,ME,
2000,XP0.1
小批量,建议日打标数量不高于100件,刻印最大深度0.3毫米(硬度HRC45度以内测量)
中强度、中等精度导轨
小功率
50
K-09
电脑驱动台式机
5700
170*100
USB+
9针串口win98,ME,
2000,XP,WIN70.1
中等批量,建议日打标数量不高于300件,刻印最大深度0.4毫米(硬度HRC45度以内测量)
中强度、中等精度导轨
小功率
50
K-13
电脑驱动台式机
14500
170*100
USB+
9针串口win98,ME,
2000,XP,WIN70.09
中等批量,建议日打标数量不高于500-800件,刻印最大深度0.5毫米(硬度HRC45度以内测量)
中高强度、中等精度导轨
中功率
50
K-15
电脑驱动台式机
17800
170*100
USB+
9针串口win98,ME,
2000,XP,WIN70.08
大批量,建议日打标数量不高于1000-2500件,刻印最大深度0.5毫米(硬度HRC45度以内测量)
高强度、高精度导轨
大功率
50
K-17
电脑驱动台式机
28000
300*200
USB+
9针串口win98,ME,
2000,XP,WIN70.07
规模批量流水线作业,建议日打标数量不高于3000-10000件以上,刻印最大深度0.6毫米(硬度HRC45度以内测量)
高强度、高精度导轨
大功率
60
K-09X
电脑驱动台式机(同时支持旋转打标)
7200
170*100
USB+
9针串口win98,ME,
2000,XP,WIN70.1
中等批量,建议日打标数量不高于300件,刻印最大深度0.4毫米(硬度HRC45度以内测量)
中强度、中等精度导轨
小功率
50
KD-18
单片机便携式
8500
120*20
单片机
无需电脑
0.08
中等批量,建议日打标数量不高于500件,刻印最大深度0.5毫米(硬度HRC45度以内测量)
中高强度、中等精度导轨
中功率
机头部分仅4KG
KD-09
台式单片机
7700
170*100
单片机
无需电脑
0.1
中等批量,建议日打标数量不高于300件,刻印最大深度0.4毫米(硬度HRC45度以内测量)
中强度、中等精度导轨
小功率
50
KD-13
台式单片机
16500
170*100
单片机
无需电脑
0.09
中等批量,建议日打标数量不高于500-800件,刻印最大深度0.5毫米(硬度HRC45度以内测量)
中高强度、中等精度导轨
中功率
50
KD-15
台式单片机
19800
170*100
单片机
无需电脑
0.08
大批量,建议日打标数量不高于1000-2500件,刻印最大深度0.5毫米(硬度HRC45度以内测量)
高强度、高精度导轨
大功率
50
KD-17
台式单片机
30000
300*200
单片机
无需电脑
0.07
规模批量流水线作业,建议日打标数量不高于3000-10000件以上,刻印最大深度0.6毫米(硬度HRC45度以内测量)
高强度、高精度导轨
大功率
60

如何根据“场合及材质”选择打标机?
机器种类\适用领域
场 合
材 质
高精度打标
序列号
商标
要求深度
要求平整度
表面导电的金属
表面绝缘的金属
塑料
木材
橡胶
玻璃
皮革
纸张
瓷器
石材
金属电印打标机
√
×
√
×
√
√
×
×
×
×
×
×
×
×
×
气动打标机
√
√
√
√
×
√
√
√
√
√
√
√
√
√
√
工业级电刻笔
×
√
√
√
×
√
√
√
√
√
√
√
√
√
√
激光打标机
√
√
√
√
√
√
√
√
√
√
×
√
√
√
√
双色金属刻字机
×
√
×
×
√
√
×
×
×
×
×
×
×
×
×
“序列号”指每个工件都要频繁变换的号码,但如果工件不多或要求不高,仍可使用电印打标机;
注意:
· “要求深度”通常指需要足够的深度提供可追索性,如汽摩配件;
· “要求平整度”指要求工件有极好平整度,如轴承、活塞环;
· “表面导电的金属”包括电镀;
· “表面绝缘的金属”指油漆等;但如果上透明清漆,可在上漆前用电印打标机打标。

如何根据“工件种类”来选择?
机器种类\适用工件轴 承
活塞环
不锈钢器具
产品铭牌上的日期及批号
五金工具
钻头板牙
电子元件
工艺礼品
汽摩配件
家用电器及配件
金属电印打标机
√
√
√
×
√
√
√
√
√
√
气动打标机
×
×
√
√
√
√
√
√
√
√
工业级电刻笔
×
×
√
√
√
×
√
√
√
√
激光打标机
√
√
√
√
√
√
√
√
√
√
双色金属刻字机
√
×
√
√
√
√
×
×
√
×

其他特殊打标机的用途?
• T-17机械式数控铝牌凸字打标机:为钢厂等行业铭牌专用机型。
• 数控电弧凸字打标机ZG系列:为重工行业专用机型。
• 标牌参数刻字机X6:专门针对批量较小的铭牌打标。
• 无噪音刻划机:针对标牌、工件等的无噪音高精度刻划打标。
• KF-17法兰专用气动打标机:为法兰打标定制的一种机型。

打标机日常应当如何维护?
在日常操作中,我们只要能正确做到以下几点,便可以避免很多的技术故障。
1.在每次开机以后,必须让针头复位一次。这样做是设置正确的坐标,错误的坐标会让设备打印头发生碰撞。也不能打印到正确的位置。
2.日常特别是在冬季,要给打印针头做润滑加油,针头在正常使用后会缺少润滑或者产生凝结的油污,清洁和充分润滑的针头可以让打标效果更佳。正确的做法是从针套后部取出针芯,擦干净然后涂抹上润滑油,或者直接在针套中加入少量的润滑油。(注意:一定是液体类润滑油,不可用固体类油脂)
3.打印机轨道尽量保持清洁,使用棉花、纸巾、油刷之类涂抹上液体类的润滑油对轨道定期清洁,注意不可涂抹过多的润滑油,只要轨道清洁即可,太多的润滑油会有反效果产生打滑。适量的润滑油可以让打印更精确。
4.在空气调压阀处会定期的积累一些油水,尽可能经常清理掉油水或者使用更为清洁的空气会延长打标机部件的使用寿命。(提示:可以给空气管道加装三滤改善空气质量,此外空压机定期放水也是必要的。如果有条件还可以使用无油空压机或者冷干机过滤水汽和机油更加)
5.尽量避免随意的移动打标机,必须移动的时候注意检查连接线是否都插好,如有松动请注意重新插拔旋紧。(线路松动会造成打标机连接不上,或者别的问题)
如果你所在地区的电压或者工厂内部有大型设备,如果配置了电脑没有选择单片机的用户,尽可能的使用专用线路来连接电脑和打标机,也可以使用稳压电源等设备。(如果电压波动过大可能会影响到电脑等设备和打标机的信号传输。)

气动打标机是如何工作的?
主要由针头定位和针头打标来决定的。
气动打标机的针头定位:由X和Y方向两个步进电机的位移来决定的。(就像坐标定位一样)
气动打标机的针头打标:由电磁阀决定何时放气和闭气,放气时针头在压缩空气作用下上下高频振动。(就像写字时的下笔和提笔一样)

什么是打标精度?
打标精度分为重复打标精度和定位打标精度两个概念。
重复打标精度指打标机每次打标完成后,能够回到上次相同打标位置的精度,如果重复打标精度过低会造成大批量打标后位置发生偏移,当然重复打标精度可以通过定时自动机头复位来修正。这个功能在菲克苏的说明书中已经有详述。
定位打标精度就是实际打标的位置精度,通常定位打标精度越高,字体越精细美观,超小号字体或要求较高的客户建议采用定位打标精度更高的机型,也就是更高端的机型,例如:K-13、K-15、K-17、KD-13、KD-15、KD-17。
以上两种打标精度其实都和打标机配置中的主板、步进电机驱动器、步进电机等有关。菲克苏的高端机型会有更高的打标精度,但用户请放心,即使是菲克苏最低端的机型,其打标精度也是较为出色的,欢迎用户来人来样进行现场打标。
主要销售区域:
上海,浦东,金桥,张江,金门广场,金皖路,罗山路,香楠路,普陀区,浦东新区,新金桥路,安徽,合肥,浙江,慈溪,杭州,嘉兴,宁波,绍兴,温州,萧山,义乌,永康,舟山,北京,重庆,福建,福州,广东,广州,东莞,深圳,广西,河北,石家庄,黑龙江,哈尔滨,河南,郑州,湖北,武汉,湖南,长沙,江西,南昌,吉林,长春,辽宁,沈阳,山西,太原,陕西,西安,四川,成都,天津,新疆,乌鲁木齐,云南,昆明,江苏,南京,镇江,常州,苏州,徐州,泰州,无锡,常熟,连云港,扬州,张家港,山东,济南,烟台,青岛 ,码清
主要产品分类:
半导体激光打标机,光纤激光打标机,菲克苏打标机,菲克苏气动打标机,标记机,打标机,气动打标机,工业气动打标机刻字机,电脑气动打标机,上海气动打标机,工业气动打标机,电脑气动打标机,气动点针式打印机,气动刻码机,气动打号机,金属电印打标机,金属双色刻字机,电火花刻字笔,激光打标机,气动打标机价格,金属打标机,铭牌打标机,码清打标机,码清气动打标机,手写电刻笔,激光打标机价格,打标机厂家,气动打标机厂家,气动打标机针头,重庆气动打标机,重庆打标机,气动打标机软件, 气动打标机,Dot Pin Marker 激光打标机,Laser Marking Machine;激光焊接机,Laser Welding Machine 光纤激光打标机,Fiber Laser Marking Machine 半导体激光打标机,Semiconductor Marking Machine 深圳气动打标机,码清打标,东莞气动打标机,广州气动打标机,码清打标机,码清气动打标机,武汉气动打标机,设备铭牌铝牌不锈钢牌金属铭牌标牌参数刻字钢印冲字打码打字刻字刻码打印机,激光打标机原理,电腐蚀打标机,电化学打标机,电蚀刻打标机,金属刻字机,上海激光打标机加工租赁,标牌参数刻字机,标牌机,铭牌刻字机,金属标牌铜铝标牌打字机,压字机,工业级电刻笔,电刻笔,码清打标机,码清气动打标机,电动手持式打标器,手写刻字笔,半导体激光打标机,上海光纤激光打标机价格图片原理,电子震动振动刻字器打标机,手写刻字笔,双色金属刻字机,双金属刻字机,金属手写刻字机印字机,静音空压机,静音空压机价格,无油静音空压机,小型静音空压机,超静音空压机,静音无油空压机,低噪音无噪音无油空压机,Dot-Peen, Scribe, Laser Marking Machines,Dot Peen Marking Equipment,pneumatic Dot Peen Marking Machine,Dot Pin Marker,Dot Peen Marker,Dot Peen direct and Permanent Part Marking,Column-type dot peen marking machine,Portable dot peen marking machine (for cylindrical part),Dot Peen Marking System.